
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ ДЛЯ ИСПЫТАНИЯ
ГОСТ 8832-76
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ
Методы получения лакокрасочного покрытия для испытания
Paintwork materials. Methods for formation of paint
coating for testing
ГОСТ
8832-76*
ИСО 1514-84
Взамен
ГОСТ 8832-58
Постановлением Государственного комитета стандартов Совета Министров СССР от 21 января 1976. г. № 167 срок введения установлен
с 01.01.77
Проверен в 1985 г. Постановлением Госстандарта от 13.12.85 № 3970 срок действия продлен
до 01.01.92
СОДЕРЖАНИЕ
1. Аппаратура и вспомогательные материалы.. 1
2. Стандартные пластинки для испытания. 2
3. Подготовка окрашиваемой поверхности. 3
4. Получение покрытия. 3
5. Требования безопасности. 5
Приложение 1 Аппликатор. 5
Приложение 2 Исо 1514-84 лаки и краски. Стандартные пластинки для испытания. 5
0. Введение. 5
1. Назначение и область применения. 6
2. Ссылки. 6
3. Стальные пластинки. 6
4. Пластинки из белой жести. 8
5. Алюминиевые пластинки. 8
6. Стеклянные пластинки. 9
7. Асбестоцементные пластинки. 10
8. Древесно-волокнистая плита (двп) 10
9. Пластинки из гипса, облицованные бумагой. 11
Приложение а Мягкая сталь для пластинок. 11
Приложение б Общие указания по подготовке стальных пластинок дробеструйной обработкой. 12
Приложение в Определение щелочности асбестоцементных пластинок. 12
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на лакокрасочные материалы и устанавливает методы получения лакокрасочного покрытия на металлической, стеклянной, деревянной или другой окрашиваемой поверхности.
Полученное покрытие предназначается для проверки соответствия лакокрасочных материалов требованиям нормативно-технической документации по указанным в ней методам испытания.
(Измененная редакция, Изм. № 3).
1. АППАРАТУРА И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
1.1. Для получения лакокрасочного покрытия на окрашиваемой поверхности применяют:
аппликатор (см. Приложение 1) общей длиной 50 — 100 мм, со щелями высотой 0,06 — 0,30 мм; допускается применять аппликаторы и других размеров и типов:
кисть колонковую, беличью или щетинную № 16 — 24 и флейц барсучий;
краскораспылитель и другие установки для нанесения лакокрасочного материала;
камеру окрасочную с вентиляционной установкой, обеспечивающей очистку воздуха от красочного тумана, и с масловодоотделителем, обеспечивающим очистку сжатого воздуха в соответствии с требованиями ГОСТ 9.010-80;
шкурку шлифовальную по ГОСТ 6456-82 или ГОСТ 10054-82, или другой абразивный инструмент зернистостью № 4 — 6;
прибор для измерения толщины покрытий;
нефрасы С2-80/120 и С3-80/120 по ТУ 38.401-67-108-92;
уайт-спирит (нефрас С4-155/200) по ГОСТ 3134-78;
ацетон технический по ГОСТ 2768-84;
спирт этиловый технический по ГОСТ 17299-78, (ГОСТ 18300-87).
(Измененная редакция, Изм. № 2, 3).
2. Стандартные пластинки для испытания
2.1. В зависимости от метода испытания и испытуемого лакокрасочного материала применяют подложки в соответствии с таблицей.
Материал подложки
Толщина, мм
Метод испытания покрытий
Стеклянные пластинки специального назначения по ТУ 21-0284461-058-90
1,2 — 1,8
Определение времени и степени высыхания (ГОСТ 19007-73), твердости (ГОСТ 5233-89), блеска (ГОСТ 896-69), укрывистости (ГОСТ 8784-75), прочности к истиранию (ГОСТ 20811-75) и др. методы испытания
Сталь листовая по ГОСТ 16523-89
0,9 — 1,0
Определение устойчивости в атмосферных условиях (ГОСТ 6992-68) и др. методы испытания
Сталь листовая марки 08кп и 08пс по ГОСТ 16523-89 и ГОСТ 9045-80
0,5 — 1,0
Определение времени и степени высыхания (ГОСТ 19007-73), прочности к истиранию (ГОСТ 20811-75), стойкости к статическому воздействию воды и растворов солей (ГОСТ 9.403-80), минерального масла и бензина (ГОСТ 9.403-80), агрессивных сред; определение способности шлифоваться и полироваться, адгезии и др. методы испытания
Сталь листовая марки 08кп и 08пс по ГОСТ 16523-70; сталь марки 08кп по ГОСТ 9045-80
0,5; 0,8 — 0,9, 0,8 — 1,0
Определение прочности при ударе (ГОСТ 4765-73) и др. методы испытания
Жесть черная по ГОСТ 13345-85
0,25 — 0,32
Определение времени и степени высыхания (ГОСТ 19007-73), стойкости к статическому воздействию воды, растворов солей, минерального масла и бензина, агрессивных сред; испытание на изгиб (ГОСТ 6806-73) и др. методы испытания
Жесть белая по ГОСТ 13345-85 и ГОСТ 15580-86
0,22 — 0,28
Определение показателей качества консервных лаков
Сталь горячекатаная круглая по ГОСТ 2590-88 или прутки стальные круглые по ГОСТ 7417-75
Диаметр
13 — 15
Определение стойкости к статическому воздействию агрессивных сред и другие методы испытания
Листы из алюминия и алюминиевых сплавов по ГОСТ 21631-76
1,5
Определение прочности при ударе (ГОСТ 4765-73) и др. методы испытания
Листы и ленты алюминиевые по ГОСТ 21631-76 и ГОСТ 13726-78;
0,25 — 0,3
Испытание на изгиб (ГОСТ 6808-73), определение влагопоглощаемости и др. методы испытания
фольга алюминиевая по ГОСТ 618-73
0,2
Фольга алюминиевая мягкая М по ГОСТ 618-73 из алюминия марок АД-1 и АД по ГОСТ 4784-74;
0,05
Определение адгезии (ГОСТ 15140-78) и др. методы испытания
фольга медная по ГОСТ 5638-75
0,05
Древесина и древесные материалы
10 — 15
8 — 20
Определение устойчивости в атмосферных условиях (ГОСТ 6992-68). Определение способности шлифоваться и полироваться и др. методы испытания
Примечание. Допускается применять подложки из других материалов и другом толщины в соответствии с нормативно-технической документацией на испытуемый материал или на метод испытания.
(Измененная редакция, Изм. № 1, 2, 3).
2.2. Окрашиваемую поверхность изготовляют в виде пластины, стержня или другой формы. Материал окрашиваемой поверхности, ее форма и размер должны быть указаны в нормативно-технической документации на испытуемый материал или на соответствующий метод испытания.
Допускается изготовление стандартных пластинок для испытания по ИСО 1514-84 (см. приложение 2)
(Измененная редакция, Изм. № 3).
3. ПОДГОТОВКА ОКРАШИВАЕМОЙ ПОВЕРХНОСТИ
3.1. Окрашиваемая поверхность должна быть тщательно очищена от жировых и других загрязнений.
3.2. Пластинки и стержни из стали, а также пластинки из черной жести подвергают механической обработке абразивным инструментом (шлифовальная шкурка и круги зернистостью № 4 — 6) вручную или с помощью механизированного оборудования.
При наличии ржавчины, окалины, цветов побежалости необходимо полностью удалить верхний слой металла таким образом, чтобы толщина удаляемого слоя на стали составляла не менее 0,7 мкм. Это определяют по потере массы пластинки или стержня (масса 5 — 6 г/м2 приблизительно равна толщине слоя 0,7 мкм). Толщина пластинок должна оставаться в пределах норм, заданных в таблице.
3.3. После механической очистки пластинки (стержни) промывают нефрасом и уайт-спиритом, протирают мягкой хлопчатобумажной тканью, не оставляющей на поверхности волокон, и высушивают.
3.4. Пластинки из алюминия, алюминиевых сплавов, белой жести и фольги (алюминиевой, медной) протирают мягкой тканью, смоченной нефрасом, уайт-спиритом или ацетоном, затем вытирают насухо или высушивают.
3.5. Стеклянные пластинки тщательно промывают в теплой мыльной воде, затем в чистой воде, после чего протирают мягкой ветошью или высушивают. Сухие пластинки протирают ватой, смоченной спиртом, не оставляя волокон ваты на стекле, и сушат.
3.6. Пластинки из древесины и древесных материалов тщательно зачищают шлифовальной шкуркой зернистостью № 5 — 6 и очищают от пыли продувкой сжатым воздухом или другими средствами.
3.7. Чистоту пластинок проверяют, проводя по поверхности ватным тампоном или белой фильтровальной бумагой. При этом тампон или бумага не должны загрязняться.
3.8. Очищенные пластинки хранят перед окрашиванием в защищенном от пыли месте.
3.9. Допускается подготавливать поверхность пластинок перед окрашиванием другими методами, указанными в нормативно-технической документации на испытуемый материал или на соответствующий метод испытания или по ИСО 1514-84 (см. приложение 2)
Разд. 3. (Измененная редакция, Изм. № 2, 3).
4. ПОЛУЧЕНИЕ ПОКРЫТИЯ
4.1. Покрытие для испытания получают нанесением слоя лакокрасочного материала на окрашиваемую поверхность, подготовленную в соответствии с разд. 3, и последующей сушкой этого слоя.
4.2. Лакокрасочный материал перед нанесением на окрашиваемую поверхность тщательно размешивают и фильтруют через сито с сеткой № 01Н-05Н по ГОСТ 6613-86, если нет других указаний в нормативно-технической документации на испытуемый материал.
При наличии пленки на поверхности материала ее предварительно удаляют.
(Измененная редакция, Изм. № 2, 3).
4.3. Лакокрасочный материал наносят аппликатором, пневматическим распылением, кистью, окунанием, наливом.
Допускается наносить лакокрасочный материал другими методами в соответствии с нормативно-технической документацией на испытуемый материал или на соответствующий метод испытания.
4.4. Лакокрасочный материал наносят в вентилируемом помещении при температуре (20 ± 2) °С и относительной влажности воздуха (65 ± 5) %.
4.5. Нанесение лакокрасочного материала аппликатором.
На горизонтальную поверхностью кладут лист бумаги. Стеклянную или другую плоскую пластинку (п. 2.1) помещают на лист бумаги так, чтобы она не сдвигалась при перемещении по ней аппликатора.
Аппликатор помещают на край пластинки; высота щели при этом должна обеспечивать необходимую толщину слоя лакокрасочного материала.
Перед щелью наливают 2 — 5 мл испытуемого материала и перемещают аппликатор по пластинке с равномерной скоростью 5 — 10 см/с, распределяя испытуемый материал непрерывным слоем на пластинке.
Избыточное количество материала сливают с пластинки на бумагу, которую затем убирают.
Аппликатор перемещают по пластинке с небольшим нажимом, чтобы материал не подтекал под опоры аппликатора.
4.6. Нанесение лакокрасочного материала пневматическим распылением.
Нанесение испытуемого материала пневматическим распылением производят в окрасочной камере краскораспылителем на расстоянии от окрашиваемой поверхности не менее 200 мм и давлении воздуха для распыления 196 — 540 кПа (2,5 — 5,5 кгс/см2). Сжатый воздух должен соответствовать требованиям ГОСТ 9.010-80.
Струю испытуемого материала направляют перпендикулярно к окрашиваемой поверхности, производя перекрестное нанесение материала путем перемещения краскораспылителя с равномерной скоростью до 1 м/с вдоль и поперек этой поверхности и параллельно ей. Испытуемый материал наносят равномерным слоем необходимой толщины без пропусков и потеков.
(Измененная редакция, Изм. № 3).
4.7. Нанесение лакокрасочного материала кистью.
Чистую кисть смачивают в испытуемом материале и отжимают. Затем кисть снова смачивают в этом материале и наносят его тонким равномерным слоем на подготовленную окрашиваемую поверхность. При этом делают быстрые равномерные движения кистью поперек и вдоль окрашиваемой поверхности.
4.8. Нанесение лакокрасочного материала наливом.
Испытуемый материал наливают на пластинку, быстро и равномерно разливая его по всей поверхности пластинки. Затем пластинку ставят под углом 45° окрашенной поверхностью вверх для стекания избытка испытуемого материала. Время стекания указывается в нормативно-технической документации па испытуемый материал или на соответствующий метод испытания.
(Измененная редакция, Изм. № 3).
4.9. Нанесение лакокрасочного материала окунанием. Окрашиваемую поверхность опускают в сосуд с испытуемым материалом, а затем медленно вынимают и подвешивают в вертикальном положении для стекания избытка материала. Время стекания указывается в нормативно-технической документации на испытуемый материал на соответствующий метод испытания.
4.10. Нанесенный на окрашиваемую поверхность лакокрасочный материал сушат по ГОСТ 19007-73.
4.11. Технология получения покрытия (метод нанесения, вязкость материала, время и температура сушки, толщина покрытия или расход лакокрасочного материала, количество слоев) должна быть указана в нормативно-технической документации на испытуемый материал или на соответствующий метод испытания.
4.12. При отсутствии в нормативно-технической документации на испытуемый материал или на соответствующий метод испытания указаний о количестве слоев покрытия и его толщине лакокрасочный материал наносят следующим образом:
в один слой — для определения времени и степени высыхания, внешнего вида, а также физико-механических показателей (твердости, изгиба, прочности при ударе и при растяжении);
в два-три слоя (до полного укрытия) — для определения цвета и блеска;
в два слоя с обеих сторон окрашиваемой поверхности — для испытания на стойкость покрытия к статическому воздействию воды, растворов солей, минерального масла и бензина;
в два слоя на загрунтованную окрашиваемую поверхность (за исключением масляных красок, которые наносят в два слоя на незагрунтованную подложку) — для определения устойчивости покрытия в атмосферных условиях, а также для ускоренных испытаний устойчивости покрытии в атмосферных условиях;
в три-пять слоев — для определения стойкости покрытия к статическому воздействию агрессивных сред (кислот и щелочей).
Полученное покрытие должно быть однородным, равномерной толщины, без потеков и шагрени, если нет других указаний в нормативно-технической документации на материал.
Толщина однослойного высохшего покрытия для эмалей, красок и лаков при нанесении краскораспылителем должна быть 20 — 25 мкм, для грунтовок 15 — 20 мкм; при нанесении кистью — 25 — 30 мкм.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. При подготовке окрашиваемых поверхностей и окраске должны соблюдаться требования пожарной безопасности и промышленной санитарии по ГОСТ 12.3.005-75.
5.2. Содержание паров растворителей в воздухе рабочей зоны не должно превышать предельно допустимых концентраций, установленных ГОСТ 12.1.005-76.
5.3. Лица, связанные с подготовкой окрашиваемых поверхностей и получением покрытий, должны быть обеспечены специальной одеждой и средствами индивидуальной защиты по ГОСТ 12.4.011-87.
Разд. 5. (Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
АППЛИКАТОР
ПРИЛОЖЕНИЕ 2
Обязательное
ИСО 1514-84 Лаки и краски. Стандартные пластинки для испытания
0. Введение
Настоящий стандарт является одним из серии стандартов по отбору проб методам испытаний лаков, красок и относящихся к ним продуктов.
Для большинства широко применяемых методов испытаний тип используемой пластинки и особенно метод ее подготовки к окраске имеют большое значение, так как это может оказать влияние на результаты испытаний. Следовательно, важно стандартизовать не только сами пластинки, но и процесс их подготовки. В равной степени желательно свести до минимума количество различных «стандартных пластинок», необходимых для использования в лаборатории.
Нет возможности включить в стандарт псе типы пластинок и необходимые методы подготовки их к окраске, поэтому целесообразно выделить три возможных варианта.
Первый вариант. Краска, лак или другие продукты должны быть испытаны в условиях, соответствующих условиям на промышленном предприятии.
Такое испытание удобнее проводить на пластинке или подложке, которая почти соответствует (в отношении материала, способа очистки последующей подготовки поверхности, такой, как пескоструйная или химическая обработка) практическому промышленному нанесению. При этом следует пользоваться следующими правилами:
а) заинтересованные стороны должны достигнуть детального соглашения в отношении материала и метода подготовки поверхности пластинок к окраске;
б) эти данные должны быть указаны в протоколе испытания.
Второй вариант. Испытуемые пластинки должны быть подготовлены к проведению специальных испытаний, например, оптически ровная пластинка может потребоваться для измерения блеска. В таких случаях должны быть выработаны детальные требования как к самим пластинкам, так и к методу подготовки их к окраске.
Третий вариант применяют тогда, когда два других не используются. В этом случае продукт должен быть испытан на согласованной поверхности с хорошей воспроизводимостью. Желательно использовать материал, который обладает стабильными свойствами и который удобно очищать для получения стандартной поверхности. Нет необходимости в том, чтобы это была точно такая же поверхность, на которую продукт будет наноситься на практике.
Настоящий стандарт рассматривает третий вариант поверхности и ее подготовки, которая может быть воспроизведена, и содержит дополнительные указания.
1. Назначение и область применения
1.1. Настоящий стандарт устанавливает ряд типов стандартных пластинок (см. п.1.2) и включает методы их подготовки перед нанесением покрытия. Стандартные пластинки предназначены для испытания лаков, красок и относящихся к ним продуктов методами, указанными в нормативно-технической документации
1.2. Типы стандартных пластинок:
а) стальные пластинки, подготовленные:
очисткой растворителем,
шлифованием,
дробеструйной очисткой (сведения только для руководства);
б) пластинки из белой жести, подготовленные:
очисткой растворителем,
шлифованием,
обработкой хромовой кислотой;
в) алюминиевые пластинки, подготовленные:
очисткой растворителем,
шлифованием,
обработкой хромовой кислотой;
г) стеклянные пластинки, подготовленные:
очисткой растворителем,
очисткой моющим средством;
д) асбестоцементные пластинки;
е) древесно-волокнистые пластинки (ДВП);
ж) пластинки из гипса, облицованные бумагой.
2. Ссылки*
ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики».
ГОСТ 4598-86 «Плиты древесно-волокнистые. Технические условия».
ГОСТ 9045-80 «Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия» или
ГОСТ 16523-89 «Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия».
ГОСТ 10510-80 «Металлы. Метод испытания на выдавливание листов и лент по Эриксену».
ГОСТ 13345-85 «Жесть. Технические условия».
ГОСТ 18124-75 «Листы асбестоцементные плоские».
ГОСТ 19592-80 «Плиты древесно-волокнистые. Методы испытаний».
ГОСТ 21631-76 «Листы из алюминия и алюминиевых сплавов. Технические условия» или
ГОСТ 13726-78 «Ленты из алюминия и алюминиевых сплавов. Технические условия».
ГОСТ 27935-88 «Плиты древесно-волокнистые и древесно-стружечные. Термины и определения».
* Допускается применение стандарта до прямого применения международных стандартов ИСО 2695-76, ИСО 3574-86, ИСО 1111/1-83, ИСО 396/1.2-80, ИСО 2696-76, ИСО 6361/1-80, ИСО 818-75 соответственно.
3. Стальные пластинки
3.1. Материал
Стальные пластинки, предназначенные для проведения общих испытаний (в отличие от пластинок, используемых для проведения специальных испытаний), не должны иметь ржавчины и должны представлять собой ровные пластинки из мягкой стали в форме листов или полос. Толщину пластинок и их размеры указывают в методике испытания или согласовывают между заинтересованными сторонами.
Если нет других указаний, то используется спокойная холоднокатаная сталь с размерами зерен не более 0,030 мм и величиной вытяжки по Эриксену не менее 10 мм при толщине листа 0,8 мм (см. примечание 1). Пластинки должны иметь минимальные различия цвета на разных участках и обладать минимальной шероховатостью поверхности. Рекомендуется, чтобы шероховатость поверхности стали не превышала 1,5 мкм (см. ГОСТ 2789).
Примечания:
1. Для проведения испытаний может быть использована спокойная холоднокатаная сталь по ГОСТ 9045 или ГОСТ 16523. Размер зерен и величина вытяжки по Эриксену должны быть определены по ГОСТ 10510 (приложение А).
2. Если требуются пластинки из стали пескоструйной очистки, то необходимо использовать мягкую горячекатаную сталь. Указания по пескоструйной очистке приведены в приложении Б (см. также п.3.5).
3.2. Хранение пластинок до их подготовки к окраске
Для защиты пластинок от ржавчины их хранят в светлом нейтральном минеральном масле или углеводородном растворителе без добавок (например, они могут быть полностью погружены в масло или покрыты этим маслом, а затем завернуты отдельно в бумагу, пропитанную маслом). Выборочно пластинки могут храниться в эксикаторе, содержащем активный осушитель (например, силикагель).
3.3. Подготовка пластинок к окраске очисткой их растворителем
Пластинки очищают от избытка масла и тщательно промывают ксилолом или минеральным растворителем для удаления всех следов масла. Могут быть использованы и другие растворители, более легко испаряющиеся, при условии, что они не являются ни кислотными, ни щелочными и не содержат токсичных веществ. Очень важно, протирая пластинки тряпкой, не оставлять на ее поверхности волокна и следить, чтобы тряпки менялись как можно чаще во избежание повторного распространения масла. Следует оберегать очищенную пластинку от загрязнений. Сушат пластинку или испарением промывочного растворителя или легким протиранием чистой льняной тряпкой. При необходимости пластинку слегка подогревают для удаления следов конденсационной влаги.
В случае, когда подготовлено большое количество пластинок, необходимо проверять каждую 20-ю пластинку на качество очистки. Одним из методов проверки чистоты пластинок является протирка их фильтровальной бумагой. Процесс очистки считается удовлетворительным, если на бумаге не остается пятен. При получении неудовлетворительного результата весь процесс очистки следует повторить снова на всех пластинках. В любом случае пластинки перед испытанием следует повторно очистить. Если лакокрасочное покрытие не может быть нанесено немедленно, то очищенные пластинки помещают до использования в эксикатор, который содержит активный осушитель.
3.4. Подготовка пластинок к окраске шлифованием
Шлифование — метод очистки поверхности абразивной бумагой для удаления неровностей и загрязнений, которые не могут быть удалены при очистке растворителем. Эти дефекты оказывают отрицательное воздействие на результаты испытаний.
Для полного удаления загрязнений с поверхности верхний слой металла должен быть полностью удален, что можно определить визуально. Размер слоя, который нужно удалить, зависит от первоначального профиля поверхности, но в любом случае составляет не менее 0,7 мкм, что можно определить по потере массы пластинки (масса от 5 до 6 г/м2 приблизительно равна толщине 0,7 мкм). До шлифования каждую пластинку очищают методом, описанным в п.3.3.
Если нет других указаний, сухое шлифование проводят с использованием карборундовой бумаги хорошего качества с размером зерен абразива 220.
Примечание. По предварительному согласованию во время шлифования можно пользоваться в качестве смазочного вещества минеральным растворителем.
Пластинки шлифуют вручную или механически.
При шлифовании вручную проводят следующие операции:
а) шлифуют параллельно любой стороне пластинки;
б) шлифуют в направлении, перпендикулярном к направлению первоначального шлифования до тех пор, пока все следы первоначального шлифования не будут удалены;
в) шлифуют круговым движением диаметром от 80 до 100 мм до тех пор, пока не будет получен рисунок, состоящий только из кольцевых следов, находящих друг на друга.
При применении механической обработки операцию необходимо проводить методом в. Операция шлифования считается законченной, если не остается ни одной видимой отметки, на первоначальной поверхности, а также никаких неровностей.
Отшлифованную поверхность перед использованием очищают от посторонних частичек, частиц стали и других загрязнений методом, описанным в п.3.3. Следует оберегать очищенную пластинку от загрязнений.
Если нет возможности сразу же покрасить пластинку, то ее до использования хранят в эксикаторе, содержащем активный сушитель.
3.5. Подготовка пластинок дробеструйной обработкой
Перед дробеструйной обработкой следует очистить, пластинку способом, описанным в п.3.3.
Общие указания по дробеструйной обработке испытуемых пластинок даны в приложении Б. Следует подчеркнуть, что дробеструйная обработка не применяется для пластинок из холоднокатаной стали, которые перечислены в п.3.1 и предназначены для общих испытаний.
4. Пластинки из белой жести
4.1. Материал
Пластинки из белой жести должны отвечать требованиям ГОСТ 13345, их номинальная толщина 0,30 мм (покрытие оловом равномерно со всех сторон).
4.2. Подготовка пластинок очисткой растворителем
При хранении пластинок из белой жести нет необходимости применять защитные материалы, как в случае со стальными пластинками (см. п. 3.2). Однако во время изготовления поверхность пластинок может быть загрязнена смазками, поэтому рекомендуется очищать их перед использованием методом, указанным в п. 3.3 для стальных пластинок.
Примечание. Очистка растворителем не удаляет всех примесей после гальванической обработки, однако они оказывают незначительное влияние на точность результатов испытании.
4.3. Подготовка поверхности к окраске шлифованием
Обработка поверхности шлифованием рекомендуется тогда, когда необходимо получение более ровной поверхности, чем та, которая получается после обработки растворителем. Очистка растворителем и шлифование должны быть выполнены так же, как и стальных пластинок (см. п. 3.4), но при шлифовании следует избегать врезания в поверхность абразива, чтобы не содрать олово в отдельных местах. Поэтому рекомендуется использовать тонкую карборундовую бумагу хорошего качества, например, с размером зерен абразива 320.
Шлифование необходимо проводить до тех пор, пока вся поверхность пластинки не будет представлять собой рисунок с кольцевыми следами, накладываемыми один на другой, и первоначальная поверхность образца не будет больше видна невооруженным глазом.
Отшлифованные пластинки перед использованием тщательно очищают методом, указанным в п. 3.3, для того, чтобы инородные частички, частички олова и другие загрязнения были удалены. Следует, оберегать очищенную пластинку от загрязнений.
Если подготовленные таким образом пластинки не могут быть окрашены сразу же, то их следует хранить перед использованием в эксикаторе, содержащем активный осушитель.
5. Алюминиевые пластинки
5.1. Материал
Алюминиевые пластинки, предназначенные для проведения общих испытаний (в отличие от пластинок из алюминия или алюминиевых сплавов, необходимых для испытания особых способов нанесения и применения материалов), должны быть в виде листов или полос и соответствовать по химическому составу сорту А1 99,0 по ГОСТ 21631, ГОСТ 13726. Применение отожженного или закаленного материала указывается в НТД на материал или испытания. Закаленный алюминий должен иметь предел прочности при растяжении не менее 150 МПа*, а отожженный алюминий — не более 105 МПа. Толщина и другие размеры пластинки должны, быть такими, как указано в стандарте на метод испытания или согласовано иным образом.
На поверхности пластинок и полосок не должно быть трещин при нарезании их шириной 20 мм и соответствующей длины. Они должны быть нарезаны вдоль поперечной оси по направлению проката с последующим загибом кромки по длине пластинки. Этого можно добиться, если пластинку, изготовленную из отожженного алюминия, изгибать под углом 180°, а из закаленного алюминия изгибать под тем же углом внутрь шаблона цилиндрической формы с радиусом, равным толщине листа.
* 1 МПа = 1 Н/мм2.
5.2. Подготовка пластинок очисткой растворителем
Если требуются очищенные пластинки без дальнейшей подготовки, то используют методику очистки стальных пластинок (см. п. 3.3).
5.3. Подготовка пластинок шлифованием
Если требуются отшлифованные пластинки, то применяют методику абразивной очистки стальных пластинок (см. п. 3.4), однако используют абразив, нанесенный на тканевую основу и состоящий из прокаленного глинозема, отвечающего следующим требованиям:
содержание частиц размером более 63 мкм — не более 10 %;
содержание частиц размером менее 20 мкм — не менее 70 %;
содержание частиц размером менее 10 мкм — не менее 60 %.
Последовательность операций шлифования должна быть такой, как указано в п. 3.4, но абразив должен быть смочен минеральным растворителем для красок (уайт-спиритом) и нанесен на поверхность пластинок тканью или соответствующим материалом.
Продолжают шлифовать до тех пор, пока вся поверхность не покроется рисунком в виде кольцеобразных следов, находящих один на другой, и первоначальная поверхность не будет видна невооруженным глазом.
Пластинки перед использованием тщательно очищают, как указано в п. 3.3, для того, чтобы все инородные частички и другие загрязнения были удалены. Следует оберегать очищенные пластинки от загрязнения.
Алюминиевые пластинки следует готовить непосредственно перед окраской.
5.4. Обработка пластинок хромовой кислотой
В случае если алюминиевые пластинки подготавливают к общим испытаниям с использованием раствора хромовой кислоты (в отличие от пластинок, необходимых для специальных типов покрытий и применения), рекомендуется проводить следующую процедуру.
Подготовить раствор хромовой кислоты следующим образом:
растворить 100 г бихромата калия или натрия аналитического сорта в 1000 мл дистиллированной воды (или воды эквивалентной чистоты) и медленно добавить при перемешивании 170 см3 серной кислоты аналитического сорта (? = 1,84 г/мл).
Меры предосторожности. При приготовлении и использовании растворов хроматов необходимо надевать защитные резиновые перчатки и защитные очки.
Раствор хромовой кислоты должен контролироваться следующим образом:
а) объем раствора должен сохраняться путем постоянного добавления дистиллированной воды (или воды эквивалентной чистоты);
б) содержание хромовой кислоты в растворе не должно быть ниже 30 г/л. Раствор должен быть восстановлен соответствующим добавлением серной кислоты и бихромата калия или натрия;
в) раствор должен быть признан негодным в случае, если при охлаждении до комнатной температуры выпадает осадок или на алюминиевой пластинке появляются следы коррозии сразу же после использования раствора.
Пластинку очищают в соответствии с п. 5.2 и погружают на 20 мин при температуре (55 ± 5) °С в раствор хромовой кислоты, содержащейся в стеклянном или полиэтиленовом сосуде.
Пластинки удаляют из раствора и тщательно промывают их как можно быстрее в холодной, а затем в горячей дистиллированной воде (или деминерализованной воде с удельным сопротивлением не менее 103 Ом/м).
Пластинки сушат, а затем как можно быстрее окрашивают их. Следует оберегать очищенные пластинки от загрязнения.
6. Стеклянные пластинки
6.1. Материал
Пластинки должны быть выполнены из полированного стекла. Толщина и другие размеры должны быть указаны в стандарте на методы испытания или согласованы другим образом.
6.2. Подготовка очисткой растворителем
Пластинки должны быть очищены методом, указанным в п. 3.3 для стальных пластинок, в день использования.
6.3. Подготовка пластинок очисткой моющими средствами
Пластинки тщательно промывают в теплом водном неионном растворе моющего средства, затем в холодной дистиллированной воде (или деминерализованной воде с удельным сопротивлением не менее 103 Ом/м).
Очищенные пластинки должны быть высушены испарением промывной воды на воздухе или при нагревании для удаления любых следов кондиционированной влаги. Следует сберегать очищенные пластинки от загрязнения.
7. Асбестоцементные пластинки
7.1. Материал
Асбестоцементные листы изготовлены из смеси, состоящей из соответствующего связующего (обычно портландцемент), асбестового волокна и воды (ГОСТ 18124). Листы такого же состава, не подверженные атмосферному воздействию, могут быть использованы в качестве подложки с высокой степенью щелочности (см. п. 7.2.2). Может быть использован и другой метод изготовления листов с добавлением кремнезема. Асбестоцементные листы такого типа подвергаются обработке в автоклаве. Эти листы обеспечивают подложки с меньшей степенью щелочности (см. п. 7.2.3).
Примечание. Естественный цвет этих листов серый, но при добавлении пигментов можно получить и другие цвета.
Толщина асбестоцементных листов зависит от различных методов изготовления и обычно находится в пределах от 3,8 до 5 мм. В методах испытания, где используются пластинки из асбестоцементных листов, необходимо указать их толщину, водопоглощение, непроницаемость, плотность, механическую прочность и щелочность.
Для испытания красок и относящихся к ним продуктов должна быть использована ровная или нетекстурированная поверхность.
7.2. Подготовка к испытанию
Меры предосторожности. Асбестоцементная пыль опасна для здоровья, поэтому необходимо обеспечить защиту от нее оператора и окружающей среды. Не допускается вдыхание пыли в процессе операции резки и подготовки пластинок. Рекомендуется применять специальную маску и влажный процесс резки. Необходимо соблюдать соответствующие инструкции.
7.2.1. Нарезка пластинок
Необходимо обеспечить удаление пыли со всех пластинок после разрезания и перед подготовкой.
Примечание. Влажный процесс резки уменьшает образование пыли и повышает первоначальное содержание влаги в пластинках.
7.2.2. Испытуемые пластинки с высокой степенью щелочности
Щелочность определяют методом, описанным в приложении В.
Листы, не обработанные в автоклаве, разрезают до необходимого размера, каждую пластинку очищают от пыли сухой тряпкой и хранят не менее одной и не более шести недель при свободном доступе воздуха при температуре (23 ± 2) °С и относительной влажности (50 ± 5) %.
7.2.3. Испытуемые пластинки с пониженной щелочностью
Щелочность определяют методом, указанным в приложении В.
Листы, обработанные в автоклаве, разрезают до необходимого размера, каждую пластинку очищают от пыли и хранят разрезанными в течение не менее трех недель при свободном доступе воздуха и при температуре (23 ± 2) °С и относительной влажности (50 ± 5) %.
Асбестоцементные пластинки пониженной щелочности могут быть получены при погружении не обработанных в автоклаве пластинок в чистую воду на одну неделю. В течение этого периода следует ежедневно менять воду. Затем эти пластинки следует хранить не менее трех недель при свободном доступе воздуха при температуре (23 ± 2) °С и относительной влажности (50 ± 5) %.
8. Древесно-волокнистая плита (ДВП)
8.1. Материал
Древесно-волокнистые плиты (по ГОСТ 27935) представляют собой листы, изготовленные из лигноцеллюлозных волокон с первичными связями, возникающими вследствие свойлачивания волокон и присущих им адгезионных свойств. Для упрочнения могут быть добавлены связывающие материалы и/или добавки. ДВП классифицируются как материалы, имеющие плотность более 0,80 г/см3. ГОСТ 4598 устанавливает технические требования к внешнему виду, форме и допускам размеров, а ГОСТ 19592 — к водопоглощению и набухаемости ДВП.
8.2. Подготовка пластин
Выбирают ДВП в соответствии с ГОСТ 4598 н ГОСТ 19592 и разрезают на испытуемые пластинки необходимого размера. Стирают пыль с обеих сторон пластинки и ее краев тряпкой и хранят при температуре (23 ± 2) °С п относительной влажности (50 ± 5) % при свободном доступе воздуха не менее трех недель. Следует оберегать очищенные пластинки от загрязнения. На ровную поверхность следует наносить краску или соответствующую другую систему.
9. Пластинки из гипса, облицованные бумагой
9.1. Материал
Гипс (CaSO4·2Н2О), облицованный бумагой, является строительным материалом, состоящим из гипса, помещенного между двумя приклеенными к нему листами толстой бумаги. Сердцевина может быть из твердого или ячеистого гипса, армированного небольшим количеством волокна. Толщина плитки приблизительно 10 мм. Одна лицевая сторона, облицованная бумагой, предназначена для декоративного применения и на нее не нанесен слой гипса. Эту сторону и следует использовать для испытания красок и относящихся к ним продуктов. Под воздействием солнечных лучей некоторые типы красок, нанесенные на сторону, облицованную бумагой, могут обесцвечиваться.
9.2. Подготовка пластинок
Разрезают плитки в сухих условиях для получения испытуемых пластинок необходимого размера. Закрепляют края испытуемой пластинки липкой лентой, очищают от пыли сухой тряпкой и хранят при температуре (23 ± 2) °С, относительной влажности (50 ± 5) %, при свободном доступе воздуха и отсутствии попадания прямых солнечных лучей не менее трех недель. Следует оберегать очищенные пластинки от загрязнения.
Все пластинки непосредственно перед использованием должны быть очищены от пыли.
ПРИЛОЖЕНИЕ А
Информационное
Мягкая сталь для пластинок
Ссылка в примечании 1 к п.3.1 дана как руководство для тех, кто выбирает сталь в соответствии с техническими требованиями национальных стандартов или заказывает сталь для пластинок у потребителя.
Предпочтительнее использовать спокойную, а не кипящую сталь, так как она обладает более однородными структурой и составом по всему листу, тогда как кипящая сталь может иметь большое количество неоднородных и повторяющихся поверхностей.
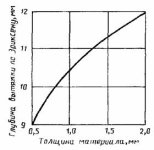
Максимальный размер зерен в стали этого типа соотнесен с показателем вытяжки по Эриксену и поэтому последний метод можно использовать для контрольных измерений без определения размера зерен. Минимальная вытяжка по Эриксену зависит от толщины пластинки, как указано на чертеже.
Минимальная величина вытяжки по Эриксену для пластинок из холоднокатаной стали
ПРИЛОЖЕНИЕ Б
Информационное
Общие указания по подготовке стальных пластинок дробеструйной обработкой
Дробеструйная очистка стальных пластин необходима для строительных материалов из железа, например, балок или листов горячекатаной стали, литьевого железа и другие, но не применяется по отношению к пластинкам из холоднокатаной стали.
При проведении дробеструйной обработки используемые абразив и сжатый воздух должны быть чистыми и сухими. Используемый абразив должен состоять из частиц одного размера. Следует избегать перенесения загрязнений с одной пластинки на другую.
Размеры частиц применяемого абразива могут составлять от 0,5 до 1,2 мм, но могут быть использованы и другие абразивы для подготовки пластинок для специальных исследований. Частицы абразива должны иметь острые края и быть выполнены из материала более твердого, чем стандартные стальные пластинки. Могут быть использованы карборундовые абразивы, а также стальная дробь твердостью по Виккерсу не менее 750 HV. Следует отметить, что использование абразивов, содержащих кремнезем, в некоторых странах оговорено в законодательствах.
Струя абразива должна быть направлена перпендикулярно к поверхности пластинки. Для этого используют сжатый воздух под давлением не менее 0,8 МПа*, пропуская абразив через соответствующее сопло со скоростью не менее 75 м/с.
* 1 МПа = 1 Н/мм2 = 10 бар.
Дробеструйную обработку следует продолжать до тех пор, пока поверхность не будет полностью очищена от любых видимых загрязнений или до обесцвечивания. Все частички абразива должны быть удалены с очищенной поверхности продувкой сжатым воздухом.
Пластинки, подготовленные способом, указанным выше, должны иметь шероховатость поверхности Rz (высота неровностей профиля по десяти точкам) не более 100 мкм, как определено по ГОСТ 2789. Если нет других указаний, пластинки должны быть окрашены как можно быстрее после дробеструйной обработки, но не позднее чем через 2 ч. Следует оберегать очищенные пластинки от загрязнения.
ПРИЛОЖЕНИЕ В
Обязательное
Определение щелочности асбестоцементных пластинок
Определение проводят дважды, используя набор испытуемых пластинок.
Образец разламывают на кусочки максимальным размером 5 мм. Берут образец массой 50 г и перемалывают в порошок, используя для этой цели соответствующий механический закрытый прибор, не допускающий загрязнения окружающей среды пылью.
Отвешивают с точностью до 1 мг приблизительно 50 г порошка в коническую колбу вместимостью 500 см3 с притертой пробкой. Добавляют 250 см3 дистиллированной воды, закрывают пробкой и встряхивают содержимое в течение 1 ч.
Примечание. Для облегчения смачивания можно увлажнить порошок небольшим количеством 95 %-ного (по объему) этанола.
Дают порошку осесть и профильтровывают воду через вакуумный фильтр. Фильтрование проводят быстро для уменьшения абсорбции углекислого газа из атмосферы.
Раствор титруют объемным количеством стандартного раствора соляной кислоты с (НСl) = 0,1 моль/дм3. В качестве индикатора используют фенолфталеин.
Щелочность (А) в миллиграммах на 100 г вещества рассчитывают по формуле
,
где V — объем кислоты, необходимой для нейтрализации, см3;
с — концентрация соляной кислоты, моль/дм3;
m — масса порошкообразного материала, г.